OpenAI, known for pushing the boundaries in AI technology, has unveiled Shap-E, a state-of-the-art generative model for 3D assets that is set to transform the additive manufacturing and 3D printing industry. Shap-E sets itself apart from traditional 3D generative models, which typically output a single representation. Instead, Shap·E takes a step forward by directly generating the parameters for implicit functions, allowing the creation of both textured meshes and neural radiance fields. The impact of this innovative tool on the industry promises to be substantial, marking a new era in 3D modeling and additive manufacturing.
In the rapidly evolving field of additive manufacturing and 3D printing, the introduction of Shap-E, a cutting-edge conditional generative model for 3D assets, is poised to bring about significant changes and revolutionize the industry. Unlike previous 3D generative models that produce a single output representation, Shap·E directly generates the parameters of implicit functions that can be rendered as both textured meshes and neural radiance fields.
The advent of AI-generated 3D models like those produced by Shap-E offers numerous benefits to the additive manufacturing and 3D printing sectors. By leveraging the power of artificial intelligence, designers and engineers can save valuable time, reduce design iteration cycles, and ultimately improve the overall quality of their 3D assets. Additionally, AI-generated models can provide a wealth of inspiration for new designs, as they can create a virtually limitless variety of shapes and structures that might not have been conceived through traditional design methods.
Image Courtesy OpenAI
In the context of 3D printing and additive manufacturing, AI-generated 3D models can significantly enhance the speed and efficiency of product development. By automating parts of the design process, businesses can accelerate time-to-market for their products, reduce labor costs, and increase overall competitiveness in the market. Furthermore, AI-generated models can help optimize the use of materials and minimize waste, leading to more sustainable production practices and environmental benefits.
With Shap·E’s ability to generate complex and diverse 3D assets, it holds great promise for various applications within the additive manufacturing industry, including rapid prototyping, mass customization, and the creation of intricate, lightweight structures that would be challenging to produce through traditional manufacturing methods. This innovation has the potential to unlock new possibilities in fields such as aerospace, automotive, healthcare, and consumer products, driving further advancements in 3D printing and additive manufacturing technologies.
Image Courtesy Open AI
What is Shap·E
Shap·E is a new tool in the world of 3D modeling. It’s unique because it uses two steps to create 3D models.
In the first step, Shap·E uses something called an ‘encoder’. This encoder takes a 3D model and simplifies it into a set of instructions that can be used to recreate that model. It’s like taking a complicated LEGO structure and writing down step-by-step instructions on how to build it.
The second step involves training a model that learns from these sets of instructions. This model learns how to generate its own sets of instructions that can be used to create new 3D models. It’s like teaching someone how to design their own LEGO structures by showing them lots of different examples.
The exciting part about Shap·E is that it can create 3D models from text descriptions. So, if you tell it to create “a small red ball”, it can generate a 3D model of exactly that in just a few seconds. This is a great feature for those who need to quickly create and test new designs.
Image Courtesy OpenAI
What’s more, Shap·E is efficient. It can create a wide variety of 3D models without needing a lot of computer power. This makes it a valuable tool in the world of 3D printing and additive manufacturing, where being quick and efficient is really important.
In a nutshell, Shap·E is a powerful new tool for creating 3D models. It’s quick, efficient, and can create a wide variety of models based on simple text descriptions. This makes it a potential game-changer in the world of 3D printing and additive manufacturing.
However, Shap·E isn’t perfect. Imagine you’re trying to make a model of a scene with multiple different objects, like a park with trees, benches, and a fountain. Shap·E can struggle with creating models like this from scratch. It might mix up attributes, like putting the texture of the fountain on a tree, or it might not create the right number of objects you asked for. Also, while Shap·E can create recognizable 3D models, they might not be as detailed or polished as you’d like.
Shape-E Generated Vase with prompt: a lattice structured vase
The good news is that there are ways we can make Shap·E even better. We could improve the encoder, which is the part that translates the 3D models into a set of instructions. This could help Shap·E create better, more detailed models.
We could also combine Shap·E with other methods of creating 3D models. For example, we could use a model created by Shap·E as a starting point for a method like DreamFusion, which could help it create models even faster.
Additionally, we could use images to guide Shap·E in creating models. It’s like giving it a picture of what we want the model to look like, which could help it create more accurate and detailed models.
Klein Bottle Generated with Shap-E
The good news is that there are ways to make Shap·E even better. Improvements could be made to the encoder, which is the part that translates the 3D models into a set of instructions. This could help Shap·E create better, more detailed models.
Shap·E could also be combined with other methods of creating 3D models. For example, a model created by Shap·E could be used as a starting point for a method like DreamFusion, which could lead to faster model creation.
Additionally, images could be used to guide Shap·E in creating models. It’s like giving Shap·E a picture of what the model should look like, which could help it create more accurate and detailed models.
For those interested in experiencing the capabilities of Shap·E firsthand, there is an interactive platform available online where you can explore and test this revolutionary technology. Users can input a text description and observe as Shap·E generates a corresponding 3D model in real time. Whether you’re a seasoned 3D artist, an enthusiast in additive manufacturing, or just someone curious about the future of AI and 3D modeling, this platform offers a hands-on way to experience the potential of Shap·E. To start exploring, simply follow this [link].
A red ball Generated by Shap-E
To wrap it up, even with its few shortcomings, Shap·E does a better job than similar tools when given the same data and conditions. It has a unique ability to create a wide range of interesting 3D models just from text, which is a big deal.
This ability shows the power and potential of creating 3D models in a new way, a way that’s more flexible and can handle more complex tasks. This new method can make a big difference in the world of 3D printing and additive manufacturing, opening up new possibilities for creating and improving products.
In other words, Shap·E is like a new tool in the toolbox of 3D printing and manufacturing. It might not be perfect, but it brings a new way of doing things that can lead to exciting innovations and growth in the industry.
Welcome, future additive manufacturing pioneers! As we forge ahead into the era of Industry 4.0, additive manufacturing (AM) and 3D printing have become true game-changers, revolutionizing how we design, develop, and produce a vast array of products. From the tiniest of medical implants to the massive components of aerospace and automotive industries, these innovative technologies are transforming the manufacturing landscape and creating a soaring demand for skilled engineers like yourselves.
If you’re reading this, you’re probably gearing up for a high-stakes interview at a prestigious corporation, hoping to land that coveted additive manufacturing engineer position. And we’re here to help you do just that! In this blog post, we’ll guide you through the essentials of prepping for your interview, arming you with the knowledge, skills, and confidence to truly shine when it matters most. So let’s embark on this journey together and get you ready to dazzle your future employers!
Key Skills and Qualifications for an Additive Manufacturing Engineer
As an aspiring additive manufacturing engineer, it’s crucial to showcase your technical prowess and your ability to adapt in a dynamic environment. Here’s a rundown of the core technical skills and qualifications that will make you a standout candidate:
CAD/CAM: Proficiency in computer-aided design (CAD) and computer-aided manufacturing (CAM) software is a must, as they form the backbone of the design and production process in additive manufacturing.
Materials Science: Understanding the properties and behavior of various materials (such as metals, polymers, and ceramics) is essential for selecting the right material for each application and ensuring optimal performance.
Process Optimization: Experience with optimizing production processes, reducing material waste, and maximizing efficiency is a valuable skill that can significantly impact a company’s bottom line.
But don’t forget: soft skills are just as crucial as technical skills in the world of additive manufacturing. In fact, they often make the difference between a good engineer and a truly exceptional one. Be prepared to demonstrate your:
Communication: Excellent verbal and written communication skills are vital for collaborating with colleagues, presenting your ideas, and documenting your work.
Teamwork: Additive manufacturing projects often involve cross-functional teams, so being a reliable team player who can work seamlessly with others is a major plus.
Problem-Solving: The ability to think on your feet, troubleshoot issues, and develop innovative solutions will not only impress your interviewers but also prove invaluable in your day-to-day work.
Last but not least, don’t underestimate the power of certifications and degrees! Relevant credentials, such as a degree in engineering, materials science, or a related field, are a great starting point. Additionally, consider obtaining certifications in CAD/CAM software or specialized additive manufacturing courses to further bolster your resume and demonstrate your commitment to the field.
With these skills and qualifications under your belt, you’ll be well-equipped to tackle any challenge your interviewers throw your way!
Researching the Company and Industry Trends
When it comes to acing your interview, knowledge is power – not just about additive manufacturing, but also about the company and the ever-evolving industry landscape. Here’s how you can get a leg up on your competition by doing your homework:
Company Knowledge: Gaining a deep understanding of the company’s products, services, and culture is essential. This will help you articulate why you’re an excellent fit for the organization and how you can contribute to their mission. Explore their website, read their annual reports, and engage with their social media channels to get a sense of their values, priorities, and recent accomplishments.
Researching Tips: Start by finding the company’s mission statement and identifying their core values. This will give you a better idea of what drives their decision-making and what they expect from their employees. Next, check out their recent news and press releases, which can provide valuable insights into their current projects, partnerships, and future direction. You can also use platforms like LinkedIn to learn about the company’s leadership, employees, and corporate culture.
Staying Up-To-Date: In the fast-paced world of additive manufacturing, staying informed about industry trends and technology advancements is crucial. Regularly visit authoritative websites, read industry publications, and attend webinars or conferences to ensure you’re always in-the-know. This will not only demonstrate your passion for the field but also provide you with valuable insights to share during your interview.
Armed with this knowledge, you’ll be able to confidently discuss the company’s operations and the latest industry developments, proving to your interviewers that you’re not only well-prepared but also genuinely enthusiastic about joining their ranks!
Preparing for the Interview
Now that you’ve built a strong foundation in additive manufacturing and researched the company and industry trends, it’s time to focus on showcasing your expertise and passion during the interview. Here are some tips to help you shine:
Showcasing Experience: Come prepared with examples of relevant projects, internships, or coursework that demonstrate your skills and knowledge in additive manufacturing. Be ready to discuss the challenges you faced, the solutions you devised, and the results you achieved.
Behavioral and Situational Questions: Interviewers often use these types of questions to gauge your soft skills and assess how you handle real-world situations. To prepare, consider using the STAR method (Situation, Task, Action, Result) to structure your responses, ensuring you clearly convey the context, your role, and the outcome.
Demonstrating Enthusiasm: Express your genuine passion for additive manufacturing by discussing what sparked your interest in the field and sharing your goals for the future. This enthusiasm will not only make you a memorable candidate but also underscore your commitment to the industry.
Asking Insightful Questions: Don’t forget that interviews are a two-way street! Prepare a list of thoughtful questions that demonstrate your understanding of the company and its industry. This could include queries about their current projects, future plans, or the challenges they face in the additive manufacturing space.
The Technical Interview
For many additive manufacturing engineer roles, you may be asked to complete a technical interview to assess your problem-solving abilities and technical knowledge. Here’s what to expect and how to prepare:
Overview: Technical interviews usually involve solving a problem or answering technical questions related to additive manufacturing. The goal is to evaluate your ability to think critically and apply your knowledge to real-world scenarios.
Problem-Solving Approach: When tackling technical questions, it’s crucial to articulate your thought process and the steps you take to arrive at your solution. This not only demonstrates your expertise but also highlights your communication and critical thinking skills.
Example Additive Manufacturing Interview Questions:
What are the advantages and disadvantages of using support structures in 3D printing?
Answer: Support structures are used in 3D printing to provide stability and support for overhanging features or complex geometries. The advantages of using support structures include:
Improved print quality and reduced risk of print failure
Ability to print more complex designs and intricate features
However, there are also some disadvantages:
Increased material usage, leading to higher costs and waste
Additional post-processing steps to remove supports, which can be time-consuming and may leave surface imperfections
How would you address the issue of part warping in 3D printing?
Answer: Part warping occurs when the printed layers cool and contract at different rates, causing distortion in the final object. To address this issue, several measures can be taken:
Adjusting print settings: Ensure proper bed and nozzle temperature settings to minimize thermal stress.
Enclosed print chamber: Using a printer with an enclosed chamber helps maintain a consistent temperature and reduces warping.
Material selection: Choose materials with low shrinkage rates, or consider using specialized materials designed to minimize warping.
Print orientation: Optimize the part orientation on the print bed to reduce stress concentrations and support overhangs, minimizing the risk of warping.
Can you describe the post-processing steps involved in metal additive manufacturing?
Answer: Post-processing steps in metal additive manufacturing may include the following:
Support removal: Detaching the support structures from the printed object, often using techniques such as wire cutting or machining.
Heat treatment: Applying controlled heating and cooling cycles to relieve internal stresses, improve mechanical properties, and reduce residual stresses in the printed part.
Surface finishing: Smoothing and polishing the part’s surface to achieve the desired finish or surface roughness, using techniques like bead blasting, tumbling, or electrochemical polishing.
Machining: Performing any necessary machining operations, such as milling, turning, or drilling, to achieve tight tolerances or to create specific features not achievable through additive manufacturing alone.
Inspection and quality control: Evaluating the final part for dimensional accuracy, surface quality, and material properties using techniques like coordinate measuring machines (CMM), X-ray computed tomography (CT), or destructive testing.
Can you explain the difference between topology optimization and generative design in the context of additive manufacturing?
Answer: Topology optimization and generative design are both computer-aided techniques used to optimize part designs for additive manufacturing, but they have distinct approaches:
Topology optimization is a mathematical method that iteratively removes material from a given design space, based on predefined loads and constraints, to create an optimized structure with minimum material usage while maintaining the required performance. This technique focuses on improving an existing design and can result in complex geometries well-suited for additive manufacturing.
Generative design, on the other hand, uses algorithms and artificial intelligence to explore multiple design possibilities, based on user-defined objectives and constraints. This approach generates numerous design alternatives that meet the specified requirements, allowing the designer to choose the most suitable option. Generative design can consider various manufacturing methods, including additive manufacturing, and often results in unconventional designs that optimize weight, strength, or other performance criteria.
What are some of the challenges and limitations of additive manufacturing?
Answer: Additive manufacturing offers numerous advantages, but it also faces some challenges and limitations, such as:
Material limitations: While the range of materials for additive manufacturing has expanded, it is still limited compared to traditional manufacturing methods. Some materials may be difficult to process, have limited availability, or be expensive.
Build size constraints: The maximum build size of additive manufacturing machines may restrict the size of parts that can be produced. For larger parts, they may need to be split into smaller components and assembled post-printing.
Surface finish: Additive manufacturing processes can result in rough surface finishes, requiring additional post-processing steps to achieve the desired finish, which can be time-consuming and costly.
Speed: While additive manufacturing can be faster for prototyping or small batch production, it may not be as efficient as traditional manufacturing methods for high-volume production.
Quality control: Ensuring consistent quality across printed parts can be challenging due to factors like material properties, machine calibration, and process parameters.
How does the choice of layer height in the 3D printing process impact the final part?
Answer: The layer height in 3D printing is the thickness of each layer deposited during the printing process. The choice of layer height impacts the final part in several ways:
Surface finish: A smaller layer height typically results in a smoother surface finish, as the layers are less visible. On the other hand, a larger layer height may produce a rougher surface with more pronounced layer lines.
Print time: A smaller layer height increases the total number of layers needed to complete the print, resulting in longer print times. Conversely, a larger layer height reduces the number of layers and print time.
Mechanical properties: Smaller layer heights can result in better layer adhesion and improved mechanical properties due to increased contact between layers. However, this effect can vary depending on the material used and other process parameters.
Resolution: Smaller layer heights provide higher vertical resolution, allowing for better representation of intricate details and complex geometries in the final part.
What are the factors to consider when selecting a material for an additive manufacturing project?
Answer: When selecting a material for an additive manufacturing project, several factors should be considered:
Material properties: The chosen material should possess the necessary mechanical, thermal, and chemical properties for the intended application, such as strength, ductility, and resistance to corrosion or wear.
Compatibility with additive manufacturing process: Some materials may not be compatible with certain additive manufacturing processes, or they may require specialized equipment or processing parameters.
Post-processing requirements: Consider whether the material requires any post-processing steps, such as support removal, heat treatment, or surface finishing, and how these may impact the overall project timeline and cost.
Availability and cost: Material availability and cost can be significant factors, particularly for large-scale production or when using specialized materials. It’s essential to balance material performance with cost and supply chain considerations.
Environmental impact: Consider the environmental footprint of the material, including factors like recyclability, biodegradability, or the use of sustainable sources.
A client wants to use additive manufacturing to produce a small, complex aerospace component that must withstand high temperatures and stresses. Which additive manufacturing process and material would you recommend, and why?
Answer: For a small, complex aerospace component that must withstand high temperatures and stresses, I would recommend using Direct Metal Laser Sintering (DMLS) or Electron Beam Melting (EBM) as the additive manufacturing process. Both processes are well-suited for producing metal parts with complex geometries and high strength.
Regarding material selection, I would recommend using a high-performance metal alloy such as Inconel 718 or Ti-6Al-4V (Titanium alloy). Both materials offer excellent high-temperature resistance, strength, and fatigue properties, making them ideal choices for aerospace applications.
A medical device company is developing a customizable orthopedic implant and is considering using additive manufacturing for production. What factors should they consider when deciding whether to adopt this technology?
Answer: When deciding whether to adopt additive manufacturing for producing customizable orthopedic implants, the medical device company should consider the following factors:
Customization and complexity: Additive manufacturing allows for greater design freedom, enabling the production of patient-specific implants that can lead to better fit, function, and patient outcomes.
Material compatibility: The company should ensure that the chosen additive manufacturing process is compatible with biocompatible materials, such as medical-grade titanium or cobalt-chrome alloys, required for orthopedic implants.
Regulatory requirements: The company should consider the regulatory landscape, including FDA requirements for medical devices and any additional standards for additive manufacturing in the medical field.
Production scale: Assess whether additive manufacturing can meet the company’s production volume requirements, given that it is generally better suited for small-batch production or prototyping.
Quality control: The company should consider the challenges of ensuring consistent quality across printed parts, including factors like material properties, machine calibration, and process parameters.
Cost analysis: Perform a cost-benefit analysis, including factors like material costs, post-processing, and equipment investment, to determine if additive manufacturing is a cost-effective option compared to traditional manufacturing methods.
A sports equipment manufacturer wants to create lightweight, high-performance bicycle frames using additive manufacturing. What are the key considerations for selecting an appropriate additive manufacturing process and material, and what challenges might they face?
Answer: To create lightweight, high-performance bicycle frames using additive manufacturing, the sports equipment manufacturer should consider the following factors when selecting the appropriate process and material:
Material properties: The material should possess the necessary mechanical properties, such as strength, stiffness, and fatigue resistance, to ensure the performance and durability of the bicycle frames. Material options could include aluminum alloys, titanium alloys, or advanced carbon fiber-reinforced polymers.
Process compatibility: The chosen additive manufacturing process should be compatible with the selected material and capable of producing complex geometries, such as lattice structures, to achieve the desired lightweight design. Potential processes include Selective Laser Melting (SLM) for metals or Fused Filament Fabrication (FFF) using continuous fiber-reinforced thermoplastics.
Surface finish: The process should produce a smooth surface finish or be compatible with post-processing techniques to minimize drag and optimize the aerodynamic performance of the bicycle frames.
Production scalability: The manufacturer should assess whether the chosen additive manufacturing process can meet their production volume requirements and evaluate the cost-effectiveness of the technology compared to traditional manufacturing methods.
Challenges the manufacturer might face include:
Quality control: Ensuring consistent quality across printed parts can be challenging due to factors like material properties, machine calibration, and process parameters.
Post-processing: Additive manufacturing processes often require post-processing steps, such as support removal, heat treatment, or surface finishing, which can be time-consuming and costly.
Certification and testing: The manufacturer should consider the need for industry certifications and rigorous testing to ensure the safety and performance of the bicycle frames.
Gearing Up for Success in Additive Manufacturing Engineering Interviews
As we wrap up this comprehensive guide to preparing for an additive manufacturing engineer interview, let’s revisit the essential takeaways:
Develop a strong foundation in technical skills, such as CAD, CAM, and materials science, while also honing crucial soft skills like communication, teamwork, and problem-solving.
Conduct thorough research on the company and industry trends to demonstrate your enthusiasm and genuine interest in the position.
Prepare for both behavioral and technical interview questions by showcasing your experience, discussing relevant projects, and practicing your problem-solving approach.
Remember, the key to a successful interview lies in continuous learning and skill development. Stay curious, embrace new challenges, and seek opportunities to expand your knowledge and experience in the world of additive manufacturing.
As you embark on your journey to land your dream job as an additive manufacturing engineer, we wish you the best of luck! With passion, determination, and the right preparation, you’re well on your way to making a significant impact in this exciting and rapidly evolving field.
Hello fellow additive manufacturing enthusiasts!Laser Powder Bed Fusion is an exceptional additive manufacturing technology that has garnered significant attention in recent years. Its ability to create complex metal parts with excellent mechanical properties has made it a game-changer in various industries. However, to fully harness the power of LPBF, it’s crucial to understand the unique design principles that govern this process.
In this blog post, we’re going to guide you through the ins and outs of designing for LPBF. We’ll explore the essential design principles, material selection, post-processing, and even dive into real-world case studies. But, before we get ahead of ourselves, let’s start with the basics and lay the foundation for a deeper understanding of LPBF.
Stay tuned as we embark on this exciting journey into the world of Laser Powder Bed Fusion additive manufacturing!
Understanding Laser Powder Bed Fusion (LPBF) Additive Manufacturing
Let’s kick things off by getting to know the Laser Powder Bed Fusion process in more detail. If you’re new to the concept, don’t worry – we’ve got you covered. By the end of this section, you’ll have a solid understanding of the LPBF process, its advantages, limitations, and common applications.
Basics of the LPBF process: Imagine a layer of fine metal powder spread evenly over a build platform. Now picture a high-powered laser beam tracing a pattern on that powder, melting and fusing it into a solid layer. That’s the essence of the LPBF process! As each layer is completed, the build platform lowers, and a new layer of powder is spread on top. This cycle repeats, and the part is built layer by layer until it’s complete. Once the process is finished, the excess powder is removed, revealing the final product in all its glory.
Advantages and limitations of LPBF
As with any technology, LPBF comes with its own set of advantages and limitations. Let’s start with the good news. LPBF is known for its ability to create complex geometries and intricate internal structures that are difficult or impossible to achieve with traditional manufacturing methods. It also offers excellent material properties, making it suitable for high-performance applications.
However, there are some limitations to consider. For one, LPBF parts may require support structures to prevent deformation during the printing process. Also, the process can be time-consuming, especially for large or complex parts, and the material choices are somewhat limited compared to other additive manufacturing technologies. Lastly, post-processing is often needed to achieve the desired surface finish and mechanical properties.
Common applications and industries utilizing LPBF technology
Despite its limitations, LPBF has found a home in various industries, thanks to its unique capabilities. Aerospace, automotive, and medical sectors have been early adopters, utilizing LPBF for producing lightweight, high-strength components with intricate geometries. Examples include turbine blades, fuel nozzles, and customized implants. Additionally, the jewelry and fashion industries have embraced LPBF to create intricate and bespoke designs.
Now that we’ve laid the foundation, it’s time to dive into the heart of designing for LPBF. In the next section, we’ll explore the key design principles you need to know to unlock the full potential of this exciting technology. So buckle up, and let’s get designing!
Key Design Principles for LPBF
Now that we’ve explored the basics of LPBF, it’s time to delve into the design principles that will help you create optimized, high-quality parts. In this section, we’ll discuss overhangs and support structures, part orientation, and thermal management – all vital aspects of designing for LPBF.
Overhangs and support structures
When it comes to LPBF, overhangs can indeed be a bit of a challenge. Overhangs are parts of a geometry that extend horizontally without any support beneath them, and they can lead to issues like warping, distortion, and even complete build failure. To ensure your design prints successfully, you’ll need to consider adding support structures. But fear not! There are ways to minimize the need for supports and design self-supporting structures.
Understanding Overhangs: Overhangs occur in various forms, such as cantilevers, bridges, and arches. The primary challenge with overhangs in LPBF is that, during the printing process, they might not have enough structural integrity to withstand the weight of the subsequent layers or the forces exerted by the recoater. As a result, it’s essential to identify the critical overhangs in your design and address them appropriately.
Types of Support Structures: There are several types of support structures you can use to overcome the challenges posed by overhangs. Some common types include:
Block supports: These are solid, rectangular supports that provide excellent stability for large, flat overhangs.
Tree-like supports: These supports branch out from a central trunk, providing support to multiple overhangs simultaneously while minimizing contact points and material usage.
Lattice supports: Lattice structures are lightweight and offer good support for complex geometries. They also facilitate easy removal and reduce post-processing time.
Materialise Magics
Minimizing the need for supports: To reduce the need for support structures, consider the following design strategies:
Angled surfaces: Design your part with angles greater than 45 degrees from the horizontal plane. This way, the part’s weight is distributed more evenly, reducing the risk of deformation and eliminating the need for support structures.
Curved transitions: Replace sharp corners and edges with smooth, curved transitions. This approach not only improves the part’s structural integrity but also reduces stress concentrations that could lead to distortion.
Hollow structures: Incorporate hollow structures to reduce material usage and the overall weight of your part. This design choice can also help minimize the need for support structures in certain situations.
Designing self-supporting structures: Self-supporting structures eliminate the need for additional support structures altogether. To achieve this, consider the following design elements:
Lattice structures: Lattice structures offer excellent self-supporting capabilities due to their interconnected, repeating patterns. These structures not only reduce material usage but also make your part lighter without sacrificing strength.
Internal channels: Incorporating internal channels into your design can help create a self-supporting structure that eliminates the need for supports while maintaining the part’s functionality.
Topology optimization: Topology optimization techniques can help you create a self-supporting design by removing unnecessary material and redistributing it to areas that require more support.
By understanding the challenges posed by overhangs and employing these strategies to minimize the need for support structures, you can optimize your designs for LPBF and create high-quality, cost-effective parts.
Part orientation
The orientation of your part on the build platform plays a crucial role in the overall success of your LPBF project. The way you position your part can significantly impact its mechanical properties, build time, material usage, and even the quality of the final product. To achieve optimal results, it’s essential to strike the right balance and consider various factors when selecting the best orientation for your design.
Factors influencing part orientation:
Surface quality: Surface quality is a critical factor to consider when selecting part orientation. Horizontal surfaces tend to exhibit rougher surface finishes than vertical surfaces. To achieve a smoother surface finish, you may want to orient your part so that critical surfaces are aligned vertically or at an angle.
Support structure requirements: The orientation of your part can also affect the number and complexity of support structures needed. In general, the more horizontal surfaces in your design, the more support structures are required. By orienting your part to minimize horizontal surfaces, you can reduce the need for support structures, which in turn will save material and post-processing time.
Build height and build time: Taller parts take longer to print due to the increased number of layers required. By orienting your part to minimize its height, you can reduce the overall build time. However, keep in mind that this may compromise the part’s mechanical properties, so it’s essential to balance these factors carefully.
Geometric accuracy: The orientation of your part can affect its geometric accuracy. Due to the layer-by-layer nature of the LPBF process, certain orientations may lead to stair-stepping effects or other inaccuracies. To ensure the highest geometric accuracy, consider orienting your part so that critical features are aligned with the build platform’s axes.
Strategies for optimizing part orientation:
Simulations and analysis: Utilizing software tools to simulate the LPBF process can help you identify the best orientation for your part. These tools can analyze factors such as stress, distortion, and support structure requirements to recommend an optimal orientation.
Test builds: Performing test builds of your part in different orientations can provide valuable insights into the impact of orientation on mechanical properties, surface quality, and geometric accuracy. By analyzing the results of these test builds, you can make informed decisions about the best orientation for your final part.
Consult with experts: If you’re unsure about the best orientation for your part, consult with LPBF experts or service providers. Their experience and knowledge can help guide you toward an optimal orientation that balances all of the factors mentioned above.
Materialise
Designing for thermal management:
Thermal management is a critical aspect of LPBF design because it directly influences the quality, dimensional accuracy, and mechanical properties of your part. In LPBF, the rapid heating and cooling cycles during the printing process can lead to uneven temperature distribution within the part. This uneven distribution can result in residual stress, distortion, and even cracking. By designing your part with thermal management in mind, you can help minimize these issues and create a successful LPBF project.
Strategies for effective thermal management:
Uniform wall thickness: Design your part with consistent wall thicknesses whenever possible. This approach helps ensure even heat distribution throughout the part, minimizing the risk of residual stress and distortion.
Gradual transitions: Avoid sharp corners and sudden changes in geometry, as these can lead to stress concentrations and uneven temperature distribution. Instead, incorporate smooth, curved transitions to promote more uniform heat distribution.
Conformal cooling channels: In parts that require active cooling, consider incorporating conformal cooling channels into your design. These channels follow the contours of your part, ensuring efficient and even cooling throughout the entire structure.
Support structures: Support structures not only provide mechanical support for your part but can also help distribute heat more evenly. Properly designed support structures can minimize residual stress and distortion by facilitating more uniform temperature distribution.
Optimized part orientation: As discussed earlier, part orientation can significantly impact thermal management. By choosing an orientation that promotes even heat distribution, you can reduce the risk of residual stress and distortion.
Thermal simulation tools: Utilize thermal simulation tools to predict areas of high stress and distortion in your design before the printing process. These tools can help you identify potential thermal issues and make adjustments to your design, ultimately improving the overall quality of your part.
Post-processing treatments: In some cases, it may be necessary to apply post-processing treatments, such as heat treatments or hot isostatic pressing (HIP), to relieve residual stress and improve the mechanical properties of your part. While this adds an extra step to the manufacturing process, it can help ensure the long-term performance and reliability of your LPBF parts.
Material selection: Different materials have different thermal properties, such as thermal conductivity and coefficient of thermal expansion. By selecting a material with appropriate thermal properties for your application, you can improve thermal management and reduce the risk of residual stress and distortion.
In the next section, we’ll dive into material selection and its influence on LPBF design. With a strong understanding of design principles and material properties, you’ll be well on your way to mastering the art of LPBF additive manufacturing!
Material Selection and Properties
Choosing the right material is a critical aspect of designing for Laser Powder Bed Fusion (LPBF). The material you select can significantly impact the part’s mechanical properties, build time, and overall performance. In this section, we’ll explore common materials used in LPBF, material-specific design considerations, and the influence of material properties on part performance.
Common materials used in LPBF
LPBF technology primarily focuses on metal, alloy, and composite materials, offering a wide range of options for various applications. Some of the most commonly used materials in LPBF include:
Metals: Stainless steel, aluminum, titanium, and nickel-based alloys are frequently used in LPBF due to their excellent mechanical properties, corrosion resistance, and suitability for high-temperature applications.
Alloys: Inconel, cobalt-chrome, and maraging steel are popular alloys used in LPBF for their high strength, wear resistance, and ability to withstand harsh environments.
Composites: Metal matrix composites (MMCs) and ceramic-reinforced metals are gaining traction in LPBF due to their unique combination of properties, such as lightweight, high strength, and improved wear resistance.
Material-specific design considerations
Powder characteristics:
The powder characteristics, including particle size, shape, and flowability, play a crucial role in the LPBF process. These characteristics can directly affect the final part’s quality, mechanical properties, and surface finish.
Particle size: In LPBF, particle size can impact the resolution, density, and surface finish of the printed part. Smaller particles typically result in better resolution and smoother surface finishes. However, they may require longer build times and increased energy consumption. Conversely, larger particles can lead to shorter build times but may result in a rougher surface finish and lower resolution.
Particle shape: The shape of the powder particles also influences the part’s quality. Ideally, powder particles should be spherical or near-spherical, as this shape promotes better flowability, packing density, and layer uniformity during the printing process. Irregularly shaped particles can lead to uneven layers, porosity, and compromised mechanical properties.
Flowability: Good flowability is essential for a smooth, even distribution of the powder during the recoating process. Poor flowability can cause inconsistent layer thickness, resulting in dimensional inaccuracies and part defects.
Melting temperature:
Materials with higher melting temperatures require more energy during the printing process, which can impact several aspects of the LPBF project:
Build time: Higher melting temperatures may necessitate slower scanning speeds, resulting in longer build times.
Material usage: Materials with higher melting temperatures often have a narrower processing window, which may lead to increased material waste due to spatter and evaporation.
Cost: Increased energy consumption and material waste can contribute to higher overall production costs.
Thermal properties:
The thermal properties of a material, such as thermal conductivity and coefficient of thermal expansion, can significantly impact the LPBF process and part quality:
Residual stress: Materials with low thermal conductivity and high coefficients of thermal expansion are more susceptible to residual stress due to uneven heat distribution and rapid cooling.
Distortion: Parts made from materials with high coefficients of thermal expansion may experience more significant distortion during the cooling process, affecting the part’s dimensional accuracy.
Cracking: In some cases, materials with poor thermal properties may be prone to cracking during the LPBF process, especially when subjected to rapid heating and cooling cycles.
Distortion Simulation – Sandia National Labs
Material-specific supports:
Certain materials may require specialized support structures or additional design considerations due to their unique properties or behavior during the LPBF process:
Brittle materials: Materials with low ductility or high brittleness may necessitate more robust support structures to prevent part failure during the build process or post-processing.
High-temperature materials: For materials with high melting temperatures, specialized support structures that can withstand the increased thermal loads and maintain part stability may be necessary.
Reactive materials: Some materials, such as titanium, can be highly reactive during the LPBF process, requiring special considerations for support design to minimize the risk of part failure or contamination.
The influence of material properties on part performance:
The material properties directly impact the performance and durability of your LPBF part. Here are some ways in which material properties can influence part performance:
Mechanical properties: The strength, ductility, and hardness of the chosen material will directly affect the part’s ability to withstand loads, resist wear, and maintain its shape and integrity under various conditions.
Corrosion resistance: The material’s resistance to corrosion is vital for parts exposed to harsh environments or chemically aggressive substances. Selecting a corrosion-resistant material can help ensure the longevity and reliability of your part.
Weight: Lightweight materials, such as aluminum or titanium, are ideal for aerospace and automotive applications where weight reduction is a critical consideration.
Biocompatibility: In medical applications, biocompatible materials, such as titanium or cobalt-chrome, are essential to ensure the part’s safety and compatibility with the human body.
In conclusion, material selection plays a crucial role in the success of your LPBF project. By carefully considering the unique properties and characteristics of each material, you can optimize your design for performance, durability, and overall quality. With a solid understanding of material selection and design principles, you’ll be well on your way to mastering the art of Laser Powder Bed Fusion additive manufacturing!
NASA
Post-Processing and Quality Assurance
After completing the Laser Powder Bed Fusion (LPBF) process, post-processing and quality assurance are essential steps to ensure the final part meets the desired specifications and performance requirements. In this section, we’ll discuss the importance of post-processing in LPBF, common post-processing techniques, and quality assurance methods for your LPBF parts.
Importance of post-processing in LPBF:
Post-processing is a crucial step in the LPBF workflow, as it helps improve the part’s mechanical properties, surface finish, and overall quality. Some of the reasons why post-processing is vital in LPBF include:
Residual stress relief: Post-processing techniques, such as heat treatment, can help relieve residual stresses that accumulate during the printing process, improving the part’s dimensional stability and reducing the risk of cracking or distortion.
Surface finish enhancement: Many LPBF parts require additional surface finishing to achieve the desired smoothness, texture, or appearance.
Support removal: Support structures used during the LPBF process must be removed to obtain the final part geometry, which often requires post-processing techniques such as machining or wire electrical discharge machining (EDM).
Verification and validation: Post-processing also includes the inspection and testing of the final part to ensure it meets the required specifications and performance criteria.
Microstructure Simulation – Sandia National Labs
Common post-processing techniques:
There are several post-processing techniques available for LPBF parts, each with its unique advantages and applications:
Heat treatment: Heat treatment, such as annealing or stress relieving, can improve the part’s mechanical properties, relieve residual stress, and enhance dimensional stability.
Surface finishing: Techniques like polishing, grinding, and abrasive blasting can help improve the surface finish of LPBF parts, removing roughness and achieving the desired texture or appearance.
Machining: In some cases, LPBF parts may require additional machining to achieve tight tolerances or specific surface features.
Hot Isostatic Pressing (HIP): HIP is a post-processing technique used to reduce porosity and improve the part’s mechanical properties and density.
Quality assurance methods for LPBF parts:
Ensuring the quality of your LPBF parts is crucial for their performance and reliability in their intended applications. Some common quality assurance methods include:
Non-destructive testing (NDT): NDT techniques, such as X-ray computed tomography (CT) or ultrasonic testing, can help identify defects, porosity, or cracks within the part without damaging it.
Dimensional inspection: Dimensional inspection methods, like coordinate measuring machines (CMM) or optical scanners, can verify that the part’s geometry and dimensions meet the required specifications.
Material testing: Material testing methods, such as tensile testing, hardness testing, or chemical analysis, can help ensure that the part’s mechanical properties and composition meet the desired requirements.
Visual inspection: A thorough visual inspection can identify surface defects, irregularities, or other issues that may affect the part’s performance or appearance.
Future Developments and Trends in LPBF Design
As Laser Powder Bed Fusion (LPBF) continues to evolve, so do the design methodologies, tools, and technologies that support its growth. In this section, we’ll explore some of the most promising future developments and trends in LPBF design, including advancements in LPBF technology, emerging design methodologies, and the exciting potential of artificial intelligence and generative design.
Advancements in LPBF technology:
LPBF technology is continually advancing, with researchers and manufacturers pushing the boundaries of what’s possible in additive manufacturing. Some of the most promising advancements in LPBF technology include:
Multi-material printing: The development of multi-material LPBF processes will enable the production of parts with complex material gradients and customized properties, opening new possibilities for part performance and functionality.
In-situ monitoring and feedback: In-situ monitoring techniques, such as melt-pool monitoring or layer-by-layer inspection, can help improve the LPBF process’s accuracy and reliability by providing real-time feedback and control during the build process.
Faster and larger-scale printing: Ongoing research and development efforts aim to increase the speed and build volume of LPBF systems, enabling the production of larger and more complex parts more efficiently.
Emerging design methodologies and tools:
As LPBF technology advances, so do the design methodologies and tools that support it. Some emerging design methodologies and tools include:
Design for Additive Manufacturing (DfAM) guidelines: As the understanding of LPBF-specific design principles grows, the development of standardized DfAM guidelines will help designers optimize their parts for the LPBF process more effectively.
Integrated simulation and optimization tools: The integration of advanced simulation and optimization tools within the design process will enable designers to predict and address potential issues, such as residual stress, distortion, or material waste, more effectively.
Cloud-based collaboration platforms: Cloud-based platforms that facilitate collaboration between designers, engineers, and manufacturers will streamline the LPBF design process, accelerating innovation and reducing the time from concept to final part.
The role of artificial intelligence and generative design:
Artificial intelligence (AI) and generative design are poised to revolutionize the way parts are designed for LPBF, offering new opportunities for optimization, innovation, and performance improvements. Some of the ways AI and generative design will impact LPBF design include:
Topology optimization: AI-powered topology optimization tools can help designers create lightweight, high-performance parts by identifying and removing unnecessary material while maintaining the required structural integrity and performance characteristics.
Generative design algorithms: Generative design algorithms can automatically generate multiple design variations based on specific performance criteria, enabling designers to explore a vast design space and identify the most optimal solution for their application.
Machine learning-based process optimization: Machine learning algorithms can analyze large datasets from the LPBF process and identify patterns, correlations, and insights that can help optimize process parameters, improve part quality, and reduce production costs.
Throughout this blog post, we’ve explored the importance of design for Laser Powder Bed Fusion (LPBF) additive manufacturing. From understanding the LPBF process and key design principles to material selection, post-processing, and quality assurance, we’ve delved into the factors that can make or break the success of your LPBF project. Furthermore, we’ve looked ahead to the exciting future developments and trends in LPBF design, including the transformative potential of artificial intelligence and generative design.
We encourage you to continue exploring and innovating in the field of LPBF design, pushing the boundaries of what’s possible in additive manufacturing. As a community, we can learn from each other, share our experiences, and collectively drive the industry forward. We invite you to join the conversation, provide feedback, and engage in discussions with fellow professionals and enthusiasts.
Subscribe to our blog for more insightful content on additive manufacturing, design techniques, and industry trends that will keep you informed and inspired. Share this post with your peers, colleagues, and friends interested in additive manufacturing, helping to spread knowledge and ignite new ideas within the community.Leave your comments and questions below for further discussion, and let’s dive deeper into the fascinating world of LPBF design together.
Thank you for joining us on this journey, and we look forward to continuing the conversation with you in future posts. Happy designing!
Impossible Objects has made a groundbreaking announcement, revealing their revolutionary CBAM 25 3D printer, capable of printing fifteen times faster than the closest competitor. Set to be unveiled at the RAPID + TCT tradeshow in Chicago next month, this innovative 3D printer will have a significant impact on the world of mass production and industrial applications.
Impossible objects CBAM Slice
The CBAM 25 will become commercially available in early 2024, promising to bring 3D printing into the realm of volume manufacturing. By breaking the speed barrier, the CBAM 25 will deliver advanced materials with superior mechanical properties and tolerances, providing manufacturers with an unprecedented advantage over existing technologies.
Robert Swartz, Founder and Chairman of the Board at Impossible Objects, stated, “The CBAM 25 is the world’s fastest printer, and we are entering a new era of 3D printing with nearly unlimited material options at the speed of true mass production. This is a Moore’s law moment for 3D printing, and this is just the first step.”
The CBAM 25 utilizes high-performance composite materials, enabling engineers to design stronger, lighter, and more durable parts. Notably, the Carbon Fiber PEEK material set offers high chemical and temperature resistance and mechanical properties superior to most engineering plastics. Carbon Fiber PEEK parts are a suitable alternative for aluminum, tooling, spares, repairs, and end-use parts.
Impossible objects CBAM Layer
Impossible Objects is currently producing and selling parts in untapped 3D markets such as electronic tooling and for a broad range of applications, including aerospace, defense, and transportation industries. It is also replacing CNC machining with greater geometric freedom.
Steve Hoover, Impossible Objects’ CEO, emphasizes the importance of production speed with the new CBAM 25, stating, “With a fifteen times speed improvement over existing 3D printers, our new CBAM 25 completes the transition of 3D printing from its roots in prototyping to the heartland of manufacturing.”
Impossible objects CBAM Machine
The CBAM 25 is indeed a giant leap forward, pushing 3D printing into volume manufacturing, and opening new opportunities for industries to reshape and rethink their manufacturing processes.
The launch of the CBAM 25 marks a turning point for 3D printing, demonstrating the potential for exponential advancements in speed, material capabilities, and applications. For readers interested in learning more about this revolutionary technology, we recommend attending the RAPID + TCT tradeshow in Chicago, where the CBAM 25 will be unveiled. Additionally, stay informed on the latest developments in the 3D printing industry by following Impossible Objects and other leading companies.
By embracing the CBAM 25 and its potential, businesses can optimize their manufacturing processes, reduce costs, and create innovative products that push the boundaries of what’s possible in the world of 3D printing.
Welcome, fellow innovators and manufacturing enthusiasts! Today, we’re diving into the exciting world of additive manufacturing and 3D printing, where mind-bending technologies are transforming the way we create and produce objects. From intricate jewelry to large-scale aerospace components, additive manufacturing is breaking new ground in a multitude of industries.
Additive manufacturing, often used interchangeably with 3D printing, is the process of creating objects by adding material layer by layer, as opposed to traditional subtractive manufacturing methods, where material is removed to create the final product. This paradigm shift has opened up endless possibilities for intricate and complex designs, as well as significantly reducing material waste.
In the fast-paced world of manufacturing, high production volume and speed are crucial for staying competitive. As additive manufacturing continues to evolve, it’s no surprise that manufacturers are seeking faster, more efficient methods to meet the demands of their customers. This is where high-speed additive manufacturing methods come into play, offering impressive production rates without sacrificing quality.
We’re going to introduce you to four cutting-edge, high-speed additive manufacturing methods that are shaking up the industry: Multi Jet Fusion (MJF), Continuous Liquid Interface Production (CLIP) by Carbon, and Binder Jetting. These innovative techniques are revolutionizing the way we think about speed and scalability in the world of additive manufacturing. So, buckle up and join us as we explore the ins and outs of these game-changing technologies!
Multi Jet Fusion (MJF)
How it works
Let’s kick things off with Multi Jet Fusion (MJF), a remarkable technology developed by HP that’s taking the additive manufacturing world by storm. At its core, MJF uses a combination of inkjet printing and infrared energy to selectively fuse powdered material. The process begins with a thin layer of powder being spread across the build platform. Then, a print carriage equipped with inkjet arrays applies fusing and detailing agents to the powder. An energy source, such as an infrared lamp, follows the print carriage, heating and fusing the areas where the agents have been applied. This process is repeated layer by layer until the object is complete.
Advantages and Limitations
MJF has several notable advantages, including exceptional speed, high-resolution details, and the ability to produce strong, functional parts. Additionally, it allows for efficient production of multiple parts simultaneously, making it ideal for small-to-medium production runs. However, there are some limitations to MJF. The technology is currently compatible with a limited range of materials, primarily nylon-based powders. Furthermore, MJF parts may require post-processing to achieve a smoother surface finish.
Applications and Industries that Benefit from MJF
MJF’s speed and versatility make it a fantastic choice for a variety of industries. Some of the top sectors that benefit from MJF include:
Automotive: MJF is ideal for creating lightweight, high-performance components such as gears, brackets, and housings.
Aerospace: Complex geometries and weight reduction are crucial in aerospace, and MJF delivers on both fronts with intricate, strong parts.
Medical: Customization is key in medical applications, and MJF excels at creating patient-specific implants, prosthetics, and surgical tools.
Consumer Goods: From smartphone cases to eyewear, MJF allows designers to produce intricate, functional products that meet the demands of modern consumers.
Real-World Examples and Case Studies
BMW: The automotive giant has embraced MJF technology to produce components for their i8 Roadster, including window guide rails and fixtures for the soft-top cover mechanism. This not only reduces production times but also helps cut down on weight and material waste.
SmileDirectClub: This company revolutionized the orthodontics industry by using MJF to produce custom dental aligners. With the ability to create thousands of unique aligners per day, SmileDirectClub can cater to a massive number of clients while maintaining a high level of customization.
Cytosurge: In the field of biotechnology, Cytosurge developed a breakthrough microfluidic device called FluidFM, which relies on MJF technology. This device allows for precise manipulation of cells and biomolecules, opening up new possibilities for drug development and personalized medicine.
These examples showcase the incredible potential of MJF technology in various industries, and it’s clear that we’ve only just begun to scratch the surface of what this high-speed additive manufacturing method can achieve.
Continuous Liquid Interface Production (CLIP) Technology
How it works
Next up on our list of high-speed additive manufacturing marvels is Continuous Liquid Interface Production (CLIP), a groundbreaking technology developed by Carbon. CLIP operates on a unique photopolymerization process that harnesses the power of light and oxygen to create parts from liquid resin. The process begins with a pool of UV-sensitive resin, beneath which lies a transparent, oxygen-permeable window. A digital light projection system projects UV images onto the resin, causing it to solidify layer by layer. Simultaneously, oxygen is introduced through the window, creating a thin, non-solidified layer that enables continuous, rapid part production.
Advantages and Limitations
CLIP offers numerous benefits, including exceptional speed, smooth surface finishes, and the ability to produce isotropic parts with consistent mechanical properties. The technology also supports a diverse range of materials, from rigid polymers to flexible elastomers. However, CLIP does have some limitations. For instance, the build volume is relatively small compared to other high-speed methods, and the cost of materials and hardware can be higher than other 3D printing technologies.
Applications and Industries that Benefit from CLIP
CLIP’s versatility and precision make it a fantastic choice for several industries, including:
Healthcare: CLIP’s ability to create biocompatible, customized parts makes it perfect for medical applications such as dental aligners, surgical guides, and hearing aids.
Automotive: CLIP can produce complex, high-performance components with a superior surface finish, such as connectors, brackets, and trim pieces.
Aerospace: With CLIP’s capacity for creating strong, lightweight parts, it’s an excellent choice for manufacturing aerospace components like ducts, brackets, and interior fittings.
Consumer Goods: From footwear to electronics, CLIP allows for the production of intricate, high-quality products that cater to the needs of today’s consumers.
Real-World Examples and Case Studies
Adidas: The sportswear giant partnered with Carbon to create the Futurecraft 4D, a line of high-performance running shoes featuring a 3D-printed midsole crafted using CLIP technology. The unique lattice structure of the midsole provides superior cushioning and support, revolutionizing athletic footwear.
Resolution Medical: This medical device manufacturer leverages CLIP technology to produce highly accurate, patient-specific surgical guides for various orthopedic procedures. The speed and precision of CLIP enable Resolution Medical to deliver customized solutions quickly and efficiently.
Specialized Bicycles: Embracing CLIP’s capabilities, Specialized Bicycles used the technology to develop the S-Works Power Saddle with Mirror technology. The saddle features a complex lattice structure that provides optimal comfort and support for cyclists, showcasing the potential of CLIP in high-performance sports equipment.
These real-world examples demonstrate the powerful impact CLIP technology is having across various industries, highlighting its potential to reshape the future of additive manufacturing as we know it.
Binder Jetting Technology
How it works
Last but certainly not least, let’s explore the captivating world of Binder Jetting, another high-speed additive manufacturing method that’s making waves in the industry. Binder Jetting operates by selectively depositing a liquid binding agent onto a bed of powdered material, layer by layer, to create a solid object. The process begins with the spreading of a thin layer of powder across the build platform. A print head then applies the binding agent to the powder, fusing the particles together. Once the object is complete, it’s removed from the build chamber, and any remaining loose powder is cleared away. Depending on the material, additional post-processing steps, such as sintering or infiltration, may be required to achieve the desired mechanical properties.
Advantages and Limitations
Binder Jetting offers several significant advantages, including the ability to work with a broad range of materials, from metals to ceramics and even sand. It also allows for full-color printing and the production of large, complex parts. However, there are some limitations to Binder Jetting, such as the need for post-processing to achieve optimal part strength and surface finish. Additionally, the technology may not be suitable for producing small, intricate details or parts with thin walls.
Applications and Industries that Benefit from Binder Jetting
Binder Jetting’s material versatility and large build volume make it a fantastic choice for various industries, including:
Aerospace: Binder Jetting is perfect for producing large, complex aerospace components such as turbine blades, heat exchangers, and combustion chambers.
Automotive: From engine blocks to exhaust systems, Binder Jetting allows manufacturers to create lightweight, high-performance parts with ease.
Art and Sculpture: With its capacity for full-color printing and intricate geometries, Binder Jetting opens up new possibilities for artists and sculptors to express their creativity.
Real-World Examples and Case Studies
General Motors: In a bid to revolutionize the production of automotive parts, General Motors turned to Binder Jetting to create a proof-of-concept, lightweight seat bracket. The result was a single, consolidated part that replaced an assembly of eight individual components, showcasing the potential of Binder Jetting for weight reduction and simplified manufacturing.
voxeljet: This additive manufacturing company uses Binder Jetting technology to create intricate, full-color sand molds for metal casting. With the ability to produce large, complex molds quickly and efficiently, voxeljet is transforming the foundry industry and enabling the production of innovative, high-performance components.
Emerging Objects: A design studio specializing in 3D-printed architecture, Emerging Objects leverages Binder Jetting technology to create stunning, sustainable building materials from unique materials such as salt, sawdust, and recycled rubber. These innovative materials not only push the boundaries of architectural design but also pave the way for a more eco-friendly future.
These examples highlight the immense potential of Binder Jetting technology across a diverse range of industries, illustrating how this high-speed additive manufacturing method is shaping the future of production and design.
Comparison of Multi Jet Fusion, CLIP (Carbon), and Binder Jetting
As we’ve explored these three remarkable high-speed additive manufacturing technologies, it’s essential to understand their differences and how they stack up against each other in various aspects:
Speed: All three methods are known for their impressive production rates. While CLIP stands out for its continuous printing process, both Multi Jet Fusion and Binder Jetting are also significantly faster than traditional 3D printing methods, making them all strong contenders in the high-speed arena.
Material Compatibility: Binder Jetting takes the lead in material compatibility, working with an extensive range of materials, including metals, ceramics, and sand. CLIP supports various resins, from rigid polymers to flexible elastomers, while Multi Jet Fusion is primarily compatible with nylon-based powders.
Surface Finish: CLIP excels in producing parts with smooth surface finishes, often requiring little to no post-processing. Multi Jet Fusion parts may need some post-processing for optimal smoothness, while Binder Jetting typically requires additional steps to achieve the desired surface finish.
Part Strength: CLIP and Multi Jet Fusion both produce strong, functional parts with consistent mechanical properties. Binder Jetting, on the other hand, may require post-processing, such as sintering or infiltration, to achieve optimal part strength.
Cost and Scalability: All three methods are well-suited for scaling production, with Multi Jet Fusion being particularly efficient for small-to-medium production runs. Binder Jetting can be cost-effective for large-scale parts and full-color printing, while CLIP’s material and hardware costs may be higher than other 3D printing technologies.
Selecting the Right Method for Specific Applications
When it comes to choosing the right high-speed additive manufacturing method for your specific application, consider the following factors:
Material Requirements: Evaluate the type of material your project demands and select the method that best supports it, whether it’s metal, polymer, or ceramic.
Production Volume: Consider the size of your production run and choose a method that offers the ideal balance of speed, cost, and scalability.
Part Complexity: Analyze the intricacy and geometry of your design to determine which method is most suitable for achieving the desired level of detail and precision.
Surface Finish and Mechanical Properties: Assess your requirements for surface finish and part strength, and choose the method that best meets those needs.
By carefully evaluating these factors, you can select the most appropriate high-speed additive manufacturing method for your project, ensuring the best possible results for your unique application.
The Future of High Production Volume Additive Manufacturing
As we look to the future, the realm of high production volume additive manufacturing promises even more groundbreaking technologies and innovations. We can expect to see further advancements in material science, with the development of new, high-performance materials tailored specifically for additive manufacturing processes. Additionally, improvements in hardware and software will enable faster production rates, increased precision, and even greater scalability. As the boundaries of what’s possible continue to expand, we’re likely to witness the emergence of new technologies that will further revolutionize the world of additive manufacturing.
High production volume additive manufacturing is poised to have a transformative effect on traditional manufacturing methods. By offering unparalleled design freedom, reduced lead times, and cost-effective small-to-medium production runs, additive manufacturing technologies like Multi Jet Fusion, CLIP, and Binder Jetting are challenging the status quo. As these methods become more integrated into manufacturing workflows, we can expect a shift in the balance between traditional and additive manufacturing. Companies will increasingly adopt hybrid approaches, leveraging the strengths of both traditional and additive manufacturing to optimize their production processes and create innovative, high-performance products.
In an era where environmental concerns are more crucial than ever, sustainability and eco-friendliness play a vital role in the future of additive manufacturing. High production volume additive manufacturing methods are inherently more resource-efficient than traditional manufacturing techniques, as they produce less waste and require fewer raw materials. Moreover, additive manufacturing enables the creation of lightweight, optimized parts that can lead to reduced energy consumption in industries such as automotive and aerospace.
As the industry evolves, we can expect to see an increased focus on developing sustainable materials, recycling processes, and energy-efficient production methods. The future of high production volume additive manufacturing lies not only in its potential to transform the way we design and produce goods but also in its capacity to help us build a more sustainable, eco-friendly world.
As we’ve journeyed through the exciting world of high production volume additive manufacturing, we’ve seen how high-speed methods like Multi Jet Fusion, CLIP, and Binder Jetting are revolutionizing the industry. These technologies offer unparalleled speed, material compatibility, and design freedom, allowing for the creation of innovative, high-performance products across a diverse range of industries. By pushing the boundaries of what’s possible in manufacturing, these high-speed methods are transforming the way we think about design, production, and innovation.
Now that you’ve gained a glimpse into the future of additive manufacturing, we encourage you to explore these high-speed methods further and consider how they might benefit your own applications. Whether you’re a manufacturer, designer, engineer, or simply an enthusiast, high production volume additive manufacturing technologies present a wealth of opportunities to create unique, groundbreaking products that can reshape industries and redefine the way we live.
By embracing the power and potential of Multi Jet Fusion, CLIP, Binder Jetting, and other high-speed additive manufacturing methods, you can join the ranks of forward-thinking innovators who are shaping the future of manufacturing and pushing the boundaries of what’s possible. So go ahead, dive into the world of high production volume additive manufacturing, and let your creativity soar!
Welcome, dear readers, to another exciting adventure in the world of additive manufacturing! Today, we’ll dive into the remarkable technology of Electron Beam Additive Manufacturing (AM). But before we delve into the nitty-gritty of Electron Beam AM, let’s take a quick trip down memory lane to see how additive manufacturing and 3D printing have evolved over the years.
The concept of additive manufacturing can be traced back to the 1980s when pioneers like Charles Hull invented stereolithography (SLA). From there, other technologies like Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS) emerged, opening up a universe of possibilities. Fast forward to today, and we find ourselves in the midst of an additive manufacturing renaissance. 3D printing has come a long way since its inception, now encompassing a wide range of materials, processes, and applications.
As 3D printing matured, the demand for metal components also grew, driven by industries like aerospace, automotive, healthcare, and energy. Metal 3D printing offers the ability to create complex, lightweight, and high-performance components that would be impossible to produce using traditional manufacturing methods. Moreover, it has revolutionized the way we approach design, prototyping, and production, contributing to increased efficiency, reduced waste, and lower environmental impact.
Now, it’s time to shine the spotlight on our main subject: Electron Beam AM is a game-changing metal 3D printing technology that utilizes a powerful electron beam to melt and fuse metal wire feedstock layer by layer. This innovative process has several advantages over traditional manufacturing methods, including faster production times, material and cost efficiency, and superior material properties.
In the following sections, we’ll explore the fascinating science behind Electron Beam AM, its numerous benefits, applications in various industries, and the challenges and limitations it faces. By the end of this journey, you’ll have a deeper understanding of Electron Beam AM and why it’s set to play a pivotal role in the future of manufacturing. So, buckle up, and let’s get started!
The Science behind Electron Beam Additive Manufacturing
Ready to dive deeper into the fascinating world of Electron Beam AM? In this section, we’ll unravel the science behind this cutting-edge technology, exploring the key components of an Electron Beam AM system and the process that brings complex metal components to life.
Electron beam gun
At the core of every Electron Beam AM system, you’ll find the awe-inspiring electron beam gun. This ingenious device generates a highly focused, powerful stream of electrons by heating a tungsten filament or cathode. When heated, the filament releases a cloud of electrons that are accelerated by a high-voltage electric field, and then, with the help of magnetic or electromagnetic lenses, are shaped into a tight, concentrated beam. This mighty beam is directed towards the metal wire feedstock, packing enough energy to effortlessly melt and fuse metal in a matter of milliseconds!
Vacuum chamber
Stepping into the spotlight next is the vacuum chamber, an essential component that ensures the Electron Beam AM process unfolds in a pristine and controlled environment. By maintaining a vacuum, the chamber removes air and any potential contaminants such as dust, moisture, or gases that could jeopardize the quality and integrity of the printed part. Vacuum is critical for Electron Beam AM systems since any particle in the chamber can effect and scatter electron beam.Additionally, the vacuum reduces the risk of oxidation, which is particularly crucial when working with reactive metals such as titanium. This oxygen-free environment not only supports the creation of components with exceptional material properties but also enables more accurate and consistent results.
Wire feed system
Completing the Electron Beam AM ensemble, we have the wire feed system—a true maestro of metal feedstock management. This sophisticated system is designed to continuously deliver a precise amount of metal wire to the focal point of the electron beam. By carefully controlling the wire feed rate and synchronizing it with the movement of the electron beam gun, the wire feed system ensures accurate and efficient deposition of material during the printing process. Moreover, the wire feed system can accommodate multiple wire spools, allowing for an uninterrupted printing process and even the possibility of creating multi-material components.
Together, these three key components form a harmonious trio that powers the Electron Beam AM process, unlocking new frontiers in metal 3D printing and additive manufacturing. In the upcoming sections of this blog, we’ll dive further into the advantages, applications, and challenges of this revolutionary technology. So, keep reading and join us on this thrilling journey into the future of manufacturing!
The Electron Beam Additive Manufacturing process
Generating the electron beam
The Electron Beam AM process kicks off with the generation of a formidable electron beam. The electron beam gun springs into action, heating a filament (typically made of tungsten) that emits a flurry of electrons. These electrons are then accelerated using a high-voltage electric field, turning them into a veritable electron army. Electromagnetic lenses work their magic to focus the electrons into a high-energy beam, capable of melting and fusing metal with extraordinary precision.
Melting metal wire feedstock
With the electron beam locked and loaded, it’s time for the wire feed system to strut its stuff. The metal wire feedstock is guided into the path of the electron beam, where the intense energy of the beam melts the wire in the blink of an eye. This rapid melting forms a small pool of molten metal, which is meticulously controlled by adjusting the intensity of the electron beam and the wire feed rate. This fine-tuning ensures the perfect balance between speed and precision, resulting in high-quality printed parts.
Layer-by-layer deposition and solidification
Prepare to be dazzled by the magic of the Electron Beam AM process! The system expertly choreographs the movements of the electron beam gun and wire feed system in perfect harmony, following a predetermined path based on the digital 3D model of the component being printed. As the molten metal is deposited onto the substrate or previous layer, it rapidly solidifies, forming a sturdy layer of material. The process is repeated layer by layer, with each new layer fusing seamlessly to the one below, gradually bringing the entire component to life, right before your very eyes!
In the next section, we’ll explore the many advantages of Electron Beam AM over other additive manufacturing techniques, and why this technology is making waves across various industries. Stay tuned!
Advantages of Electron Beam AM over other additive manufacturing techniques
As we’ve discovered so far, Electron Beam AM is an innovative and powerful technology. But what sets it apart from other additive manufacturing techniques? In this section, we’ll explore the numerous advantages of Electron Beam AM and why it’s making a splash in the world of 3D printing.
Unparalleled speed
One of the most significant advantages of Electron Beam AM is its incredible speed. Thanks to the high-energy electron beam and efficient wire feed system, Electron Beam AM can deposit material at an astonishing rate of up to 25 lbs (11.3 kg) per hour. This rapid deposition allows for the production of large-scale components in a fraction of the time compared to other additive manufacturing techniques, which is particularly useful for industries that require quick turnaround times, such as aerospace and defense.
Material and cost efficiency
Electron Beam AM shines in the realm of material and cost efficiency. The wire feedstock used in Electron Beam AM is typically more affordable than the powders employed in other metal 3D printing processes, such as Powder Bed Fusion (PBF). Moreover, the near-net-shape manufacturing process of Electron Beam AM results in significantly reduced material waste, lowering both material costs and environmental impact. This efficiency makes Electron Beam AM an attractive option for industries looking to optimize production costs while maintaining high-quality results.
Superior material properties
Electron Beam AM’s unique combination of a high-energy electron beam and a vacuum chamber results in components with outstanding material properties. The vacuum environment minimizes oxidation and contamination, while the rapid heating and cooling cycles during the Electron Beam AM process produce a fine-grained microstructure. This leads to parts with excellent mechanical properties, such as high strength, fatigue resistance, and reduced residual stress, making them well-suited for demanding applications in aerospace, automotive, and other high-performance industries.
Design freedom and complexity
Like other additive manufacturing techniques, Electron Beam AM empowers designers with the ability to create complex geometries and intricate structures that would be impossible or prohibitively expensive to produce using traditional manufacturing methods. However, Electron Beam AM takes it a step further by enabling the production of large-scale components without the need for support structures. This design freedom allows for the creation of lightweight, optimized parts that push the boundaries of engineering and innovation.
Multi-material capabilities
A noteworthy advantage of Electron Beam AM is its potential for multi-material printing. By utilizing multiple wire feed systems or switching between wire spools during the printing process, Electron Beam AM can create components with different metals or metal alloys in a single build. This capability opens up new possibilities for designing and manufacturing components with tailored material properties, paving the way for even more innovative and customized solutions.
As we continue our exploration of Electron Beam AM, we’ll dive into the applications of Electron Beam AM in various industries, as well as the challenges and limitations this technology faces. So, stay tuned, and let’s keep unraveling the wonders of Electron Beam AM together!
Electron Beam Additive Manufacturing Industry
Sciaky, Inc.
The company behind the trademarked term “EBAM,” is a leading provider of metal 3D printing solutions and advanced welding systems. Based in Chicago, Illinois, Sciaky has been at the forefront of large-scale Electron Beam Additive Manufacturing technology. Their EBAM systems are renowned for their speed, material efficiency, and impressive capabilities in producing large-scale, high-quality components for industries such as aerospace, defense, and automotive.
Lockheed Martin
Lockheed Martin, a renowned aerospace and defense company, has been capitalizing on Sciaky’s EBAM technology to manufacture titanium propellant tanks for satellites. By adopting this innovative method, they’ve achieved significant reductions in both production costs and lead times. This means faster, more cost-effective satellite production, opening up new possibilities for space exploration and communication
Airbus
Airbus, a major player in the aerospace industry, has been exploring the potential of EBAM for producing large-scale, lightweight structural components for aircraft. By incorporating EBAM into their manufacturing processes, they aim to reduce the weight of their planes, leading to improved fuel efficiency and reduced emissions. It’s a win-win situation for both the company and the environment!
In this blog post, we will delve into the fascinating world of additive manufacturing by providing brief descriptions of various techniques. Let’s explore each technique and its unique characteristics:
Powder Bed Fusion (PBF) Techniques:
a. Selective Laser Sintering (SLS): Uses a high-powered laser to fuse powdered material, typically nylon or other thermoplastics, layer by layer. Known for producing durable parts with complex geometries.
b. Selective Laser Melting (SLM): Similar to SLS, but melts metal powder to create fully dense metal parts. Commonly used in aerospace and medical industries.
c. Electron Beam Melting (EBM): Uses an electron beam to melt metal powder, resulting in strong and dense metal parts. Popular in aerospace and orthopedic implant manufacturing.
d. Direct Metal Laser Sintering (DMLS): A variation of SLM, it sinters metal powder instead of melting it, creating metal parts with excellent mechanical properties.
Material Jetting Techniques:
a. Material Jetting (MJ): Involves depositing droplets of photopolymer material which are then cured using UV light, offering high resolution and multi-material capabilities.
b. Drop-On-Demand (DoD): Deposits precise amounts of material only when required, minimizing waste and allowing for the creation of intricate geometries.
c. PolyJet: Similar to inkjet printing, it jets layers of UV-curable liquid photopolymer, creating high-resolution, multi-material parts.
d. MultiJet Modeling (MJM): Combines material jetting with wax or support material, enabling the production of highly detailed parts with smooth surfaces.
Binder Jetting Techniques:
a. Binder Jetting (BJ): Sprays a liquid binder onto a powder bed, binding the particles together to create a part. Suitable for producing full-color prototypes and sand casting molds.
b. ColorJet Printing (CJP): Uses inkjet technology to deposit colored binder onto a powder bed, allowing for the creation of full-color, high-resolution models.
c. Sand Casting Core Printing (SCCP): Employs binder jetting to create sand molds and cores for metal casting, reducing lead time and costs.
a. Laminated Object Manufacturing (LOM): Layers of adhesive-coated material, such as paper or plastic, are cut to shape and fused together, producing parts quickly and inexpensively.
b. Ultrasonic Additive Manufacturing (UAM): Combines ultrasonic welding with CNC machining, enabling the production of complex metal parts using a variety of metals and alloys.
a. Stereolithography (SLA): A laser cures a photopolymer resin, creating parts with high accuracy and smooth surfaces, often used for prototypes, casting patterns, and master molds.
b. Digital Light Processing (DLP): Uses a digital projector to cure the photopolymer resin, enabling faster production and high-resolution parts.
c. Continuous Liquid Interface Production (CLIP): A variation of SLA that cures the resin continuously, allowing for faster and smoother part production.
a. Laser Engineered Net Shaping (LENS): Deposits metal powder, which is then melted by a laser, creating large-scale, near-net-shape metal parts.
b. Direct Metal Deposition (DMD): Similar to LENS, but with a broader range of materials and applications.
c. Wire Arc Additive Manufacturing (WAAM): Uses an electric arc to melt metal wire, enabling the creation of large metal parts at a lower cost.
d. Electron Beam Freeform Fabrication:(EBF3): Utilizes an electron beam to melt metal wire or powder, producing large-scale metal parts with excellent mechanical properties and reduced residual stress.
Addup DED Machines
Extrusion-Based Techniques:
a. Fused Deposition Modeling (FDM) / Fused Filament Fabrication (FFF): Extrudes thermoplastic material through a heated nozzle, layer by layer. Widely used for rapid prototyping, functional testing, and low-volume production.
b. Concrete Additive Manufacturing (CAM): Extrudes concrete material to build large-scale structures such as houses, bridges, and infrastructure components.
c. Ceramic Additive Manufacturing (CerAM): Deposits ceramic material in a layer-by-layer process, enabling the production of complex, high-strength ceramic parts.
Bioprinting Techniques:
a. Inkjet-Based Bioprinting: Deposits bioinks containing living cells or biomaterials, allowing for the creation of tissue-like structures and organ models for research and drug testing.
b. Laser-Assisted Bioprinting: Utilizes a laser to transfer bioink onto a substrate, enabling precise placement of cells and biomaterials for tissue engineering applications.
c. Extrusion-Based Bioprinting: Extrudes bioinks through a nozzle, building up 3D structures for tissue engineering and regenerative medicine.
d. Microvalve-Based Bioprinting: Controls the release of bioinks using microvalves, offering high resolution and precise control over cell placement.
Hybrid Additive Manufacturing Techniques:
a. Hybrid Manufacturing: Combines additive and subtractive manufacturing techniques in a single machine, streamlining production and reducing waste.
Other Emerging Techniques:
a. Aerosol Jet Printing (AJP): Sprays aerosolized ink onto a substrate, allowing for the production of electronic components and sensors on a variety of surfaces.
b. NanoParticle Jetting (NPJ): Deposits nanoparticle ink using inkjet technology, enabling the creation of high-resolution metal and ceramic parts.
c. Selective Deposition Lamination (SDL): Bonds layers of material using a heated roller, enabling the production of full-color parts and prototypes from various materials, including paper and plastics.
d. Voxel Printing: Deposits material at the voxel level (3D pixel), allowing for unprecedented control over material properties and gradients, opening up new possibilities in design and functionality.
This list provides a comprehensive overview of the additive manufacturing landscape, showcasing the diversity of techniques and applications. As the field continues to evolve, new technologies and innovations are expected to emerge, driving even more exciting advancements in 3D printing.
Additive manufacturing, commonly known as 3D printing, has emerged as a transformative technology that’s reshaping various industries, from aerospace to fashion. In recent years, the dental industry has begun to embrace these innovations, leveraging the benefits of 3D printing to improve patient care and streamline the production of dental appliances and devices.
At its core, additive manufacturing is the process of creating three-dimensional objects by depositing material, layer by layer, according to a digital design. This technology allows for the rapid production of customized, complex structures with high precision and accuracy. In the dental industry, additive manufacturing has proven to be a game-changer, enabling dental professionals to provide better-fitting appliances and prosthetics, as well as improving surgical planning and outcomes.
This blog post will delve into the ways in which additive manufacturing and 3D printing are impacting the dental industry, focusing on three key applications: aligners, crowns, and surgical guides. We will explore how these technologies are revolutionizing orthodontics, dental prosthetics, and oral surgery, ultimately enhancing the patient experience and driving forward progress in the field of dentistry.
Clear aligners
One of the most significant applications of additive manufacturing in orthodontics is the production of clear aligners. These custom-made, transparent trays are designed to gradually shift teeth into the desired position, offering a more discreet and comfortable alternative to traditional metal braces. 3D printing has revolutionized the production process for clear aligners, bringing numerous benefits to both dental professionals and patients.
Some of the key advantages of using 3D printing for aligner production include:
Improved precision: 3D printing allows for the creation of highly accurate aligners, ensuring a better fit and more effective treatment.
Customization: Each set of aligners is tailored specifically to the patient’s teeth, providing a personalized treatment plan.
Speed: Additive manufacturing significantly reduces production time, allowing dental professionals to deliver aligners to patients more quickly.
Cost-effectiveness: The streamlined production process made possible by 3D printing helps lower costs for both dental professionals and patients.
The process of creating custom-fit clear aligners using 3D printing typically involves the following steps:
Digital scanning: The patient’s teeth are scanned using intraoral scanners or conventional impressions, creating a digital 3D model of their dentition.
Treatment planning: Using specialized software, dental professionals design a custom treatment plan by virtually moving the teeth into the desired position.
3D printing: The digital models for each stage of the treatment plan are converted into a series of 3D-printable files, which are then used to produce the aligners using a high-precision 3D printer.
Post-processing: The printed aligners are cleaned, polished, and inspected for quality before being delivered to the patient.
Brackets and retainers
Additive manufacturing has also revolutionized the production of brackets and retainers, offering significant improvements in accuracy and customization compared to traditional manufacturing methods. For example, 3D printed brackets can be designed to fit the patient’s teeth more precisely, resulting in a more comfortable and effective treatment. Similarly, 3D printed retainers can be created to match the exact contours of the patient’s mouth, ensuring a better fit and preventing unwanted tooth movement after orthodontic treatment.
The use of additive manufacturing for the production of brackets and retainers not only improves the overall quality of the appliances but also significantly reduces production times and costs. Traditional manufacturing methods for brackets and retainers often involve multiple steps and materials, resulting in longer turnaround times and increased expenses. In contrast, 3D printing streamlines the production process, allowing dental professionals to quickly create customized, high-quality orthodontic appliances at a lower cost. This ultimately translates into a more efficient and affordable treatment experience for patients.
3D Printing and Dental Prosthetics
Crowns and bridges
Additive manufacturing has made a significant impact on the field of dental prosthetics, particularly in the production of crowns and bridges. These dental restorations are used to replace missing or damaged teeth, restoring both function and aesthetics to the patient’s smile. 3D printing offers several advantages over traditional manufacturing methods for crowns and bridges:
Customization: Additive manufacturing allows for the creation of highly precise and customized restorations, ensuring a better fit and more natural appearance.
Speed: The production process for 3D printed crowns and bridges is faster than traditional methods, reducing the time patients have to wait for their restorations.
Material options: 3D printing technologies can utilize a wide range of dental materials, including ceramics, resins, and metals, providing dental professionals with greater flexibility in choosing the best material for each patient’s needs.
The process of creating customized crowns and bridges using additive manufacturing typically involves the following steps:
Digital scanning: The dentist captures a digital impression of the patient’s teeth using an intraoral scanner, creating a 3D model of the area to be restored.
Restoration design: Using specialized software, the dentist or dental technician designs the crown or bridge, ensuring an accurate fit and natural appearance.
3D printing: The digital design is converted into a 3D-printable file and printed using a high-precision 3D printer, typically using dental materials such as ceramics, resins, or metals.
Post-processing: The printed restoration is cleaned, polished, and, if necessary, sintered or cured to achieve the desired strength and esthetics. It is then inspected for quality before being cemented or bonded in the patient’s mouth.
Dentures
The benefits of 3D printed dentures
The production of dentures has also been revolutionized by the introduction of 3D printing. Dentures are removable appliances that replace missing teeth and help restore the function and appearance of the patient’s mouth. Some of the benefits of 3D printed dentures include:
Improved accuracy: 3D printed dentures can be designed to fit the patient’s mouth more precisely, resulting in a better fit and increased comfort.
Customization: The digital design process allows for the creation of dentures with personalized esthetics and functionality, tailored to the patient’s specific needs and preferences.
Speed: 3D printing reduces the production time for dentures, allowing patients to receive their new appliances more quickly.
Cost-effectiveness: The streamlined production process made possible by 3D printing can result in lower costs for dental professionals and patients.
One of the most significant advantages of 3D printed dentures is their ability to provide a more personalized fit and improved patient comfort. The digital design process allows dental professionals to create dentures that closely match the unique contours of the patient’s mouth, ensuring a secure fit and reducing the need for adjustments. Additionally, the high level of customization offered by 3D printing enables dental professionals to create dentures with a more natural appearance, which can significantly enhance the patient’s overall satisfaction with their new appliance.
Additive Manufacturing in Oral Surgery
Pre-surgical planning
One of the most valuable applications of additive manufacturing in oral surgery is the creation of 3D printed anatomical models for pre-surgical planning. These patient-specific models provide a tangible, true-to-scale representation of the patient’s anatomy, allowing dental professionals to visualize and plan surgical procedures more accurately. The use of 3D printed models has proven particularly beneficial for complex cases, such as those involving impacted teeth, jaw deformities, or dental implant placement.
The use of 3D printed anatomical models for pre-surgical planning has been shown to improve surgical outcomes and reduce complications. By allowing dental professionals to gain a better understanding of the patient’s unique anatomy and the surgical site, they can anticipate potential challenges and develop more precise surgical strategies. This increased level of planning can lead to shorter surgery times, reduced blood loss, faster patient recovery, and overall better results.
Surgical guides
Another significant application of additive manufacturing in oral surgery is the production of 3D printed surgical guides. These custom-made devices are designed to guide dental professionals during surgical procedures, ensuring the accurate placement of dental implants, precise execution of bone grafts, or the correct positioning of osteotomy cuts. Some of the main advantages of using 3D printed surgical guides include:
Streamlining complex dental procedures
3D printed surgical guides have proven particularly useful in streamlining complex dental procedures, such as implant placement, bone grafting, and orthognathic surgery. By providing a clear and accurate roadmap for the dental professional to follow, surgical guides help eliminate guesswork, increase efficiency, and improve the overall success rate of these procedures. Additionally, the use of surgical guides can help reduce patient anxiety by providing them with the confidence that their surgery is being performed with the highest level of precision and planning.
Challenges and Future Developments in Additive Manufacturing for Dentistry
Regulatory concerns and standardization
Despite the numerous advantages of additive manufacturing in dentistry, there are also challenges to overcome. One of the main concerns is the need for regulatory standardization to ensure consistent quality and safety across dental applications. Regulatory bodies, such as the FDA in the United States, are working on establishing guidelines and requirements for the use of 3D printing in dentistry. Ensuring that dental professionals adhere to these standards will be crucial in maintaining the trust and confidence of patients and the broader dental community.
Technological advancements and new materials
As additive manufacturing technology continues to evolve, new materials and processes are being developed that can further enhance the capabilities of 3D printing in dentistry. For example, the development of advanced dental resins and ceramics can lead to more durable and esthetically pleasing dental restorations. Additionally, improvements in the precision, speed, and efficiency of 3D printers can help make additive manufacturing even more accessible and cost-effective for dental practices.
The potential for bioprinting in dental applications
One of the most exciting future developments in additive manufacturing for dentistry is the potential for bioprinting – the 3D printing of living tissues and cells. Bioprinting has the potential to revolutionize dental treatment by enabling the creation of custom dental implants, tissue regeneration scaffolds, and even the possibility of printing entire teeth from living cells. While bioprinting is still in the early stages of development, it holds great promise for the future of dentistry and patient care.
In conclusion, additive manufacturing and 3D printing have made a significant impact on the dental industry, offering numerous benefits across various applications, from orthodontics and dental prosthetics to oral surgery. The use of these technologies has led to improved precision, customization, and efficiency in the production of dental devices, as well as enhanced surgical planning and outcomes.
As additive manufacturing technology continues to advance and new materials and processes are developed, the future of 3D printing in dentistry looks promising. With the potential for further innovations such as bioprinting, we can expect to see even greater improvements in dental treatment and patient care. By embracing additive manufacturing and staying informed about its latest developments, dental professionals can ensure they are well-equipped to provide the best possible care for their patients.
The world of additive manufacturing has seen rapid advancements in recent years, and binder jetting is one of the technologies at the forefront of this revolution. As a versatile and innovative 3D printing method, binder jetting has gained traction in various industries due to its ability to create intricate and complex parts using a wide range of materials. In this blog post, we will delve into the binder jetting process, explore the materials it utilizes, and discuss its key advantages and limitations.
Binder jetting additive manufacturing is a 3D printing technique that involves the selective binding of layers of powder material using a liquid binding agent. The process starts with the preparation of the build chamber, where a thin layer of powder material is evenly spread across the build platform. A print head, similar to those used in inkjet printers, moves across the powder layer, depositing droplets of liquid binder according to a digital 3D model. As the build platform is lowered, new layers of powder material are spread, and the process repeats until the part is complete. After drying and post-processing, the final product is ready for use.
Types of materials used (metals, ceramics, and sand):
One of the major advantages of binder jetting is its ability to work with a diverse range of materials. The most common materials used in binder jetting include:
Metals: Stainless steel, tool steel, titanium, and other metal alloys are popular choices for binder jetting, particularly in industries such as aerospace, automotive, and medical, where high strength and durability are required.
Ceramics: Binder jetting is used to create ceramic parts with intricate details, such as in the dental industry for crowns, bridges, and implants, as well as for manufacturing components in the electronics industry.
Sand: Binder jetting is used to produce sand molds and cores for metal casting in the foundry industry, enabling the creation of complex geometries that would be difficult or impossible to achieve with traditional methods.
Advantages:
Design freedom: Binder jetting allows for the creation of parts with complex geometries and internal structures that may be challenging or impossible to produce using traditional manufacturing techniques.
Material versatility: The process supports a wide range of materials, enabling the production of parts with specific properties tailored to different applications.
Fast production: Binder jetting can produce multiple parts simultaneously, making it a time-efficient manufacturing method for both small and large production runs.
Limitations:
Post-processing requirements: Binder jetting often requires additional post-processing steps, such as sintering or infiltration, to improve the part’s mechanical properties and achieve the desired finish.
Mechanical properties: Parts produced using binder jetting may have lower mechanical properties compared to those made through traditional manufacturing methods, particularly in terms of strength and durability.
Size limitations: The build envelope for binder jetting systems can limit the size of parts that can be produced, although larger systems are continually being developed.
Image Source : Desktop Metal
Stay tuned as we continue to explore binder jetting applications across various industries and how this technology is shaping the future of manufacturing.
How Binder Jetting Stands Out from Other Additive Manufacturing Methods
As additive manufacturing technology has evolved, numerous techniques have emerged, each with its unique strengths and limitations. Binder jetting stands out among these methods for several reasons. In this section, we will compare binder jetting to other popular 3D printing technologies, such as Fused Deposition Modeling (FDM), Stereolithography (SLA), and Selective Laser Sintering (SLS), and highlight its advantages in terms of material waste reduction and complex geometries.
Comparison with technologies like FDM, SLA, and SLS:
FDM (Fused Deposition Modeling): FDM works by extruding a thermoplastic material layer by layer to build up a part. While FDM is an affordable and widely-used 3D printing technique, binder jetting offers advantages in terms of material versatility, higher resolution, and the ability to create parts with intricate internal structures that may be difficult to achieve with FDM.
SLA (Stereolithography): SLA uses a laser to selectively cure liquid resin, creating a solid part layer by layer. Although SLA can produce parts with high surface quality and intricate details, binder jetting offers a wider range of material options, including metals and ceramics, and allows for the simultaneous production of multiple parts, increasing efficiency.
SLS (Selective Laser Sintering): SLS uses a high-powered laser to fuse powder particles layer by layer to create a solid part. Binder jetting shares some similarities with SLS, such as the use of powder materials, but does not require high-energy lasers or a controlled atmosphere. This can lead to lower operational costs and reduced material waste for binder jetting compared to SLS.
DMP/PRO Image Source Digital Metal
Binder Jet Companies
ExOne, a global leader in binder jetting technology, offers a comprehensive range of binder jetting systems and materials for metal, ceramic, and sand applications. Founded in 2005, the company has been at the forefront of innovation in binder jetting and caters to various industries, including aerospace, automotive, and medical.
ExOne’s product lineup includes industrial-grade 3D printers such as the Innovent+ and X1 25PRO for metal applications, the S-Max and S-Print for sand casting applications, and the X1 160PRO for large-scale metal and ceramic parts. These systems are known for their reliability, flexibility, and ability to produce complex parts with high precision.
One of ExOne’s standout features is its extensive portfolio of materials, which includes over 20 metal, ceramic, and composite materials. This allows customers to choose the most suitable material for their specific application requirements. ExOne also offers a range of post-processing solutions and comprehensive technical support, ensuring a seamless customer experience from design to production.
Desktop Metal, founded in 2015, is a rapidly growing company in the additive manufacturing space, focusing on metal 3D printing systems. Their Production System™, which utilizes binder jetting technology, is designed for high-speed, high-volume additive manufacturing of metal parts.
Shop System – Source Desktop Metal
The Production System™ is built around Desktop Metal’s proprietary Single Pass Jetting™ (SPJ) technology, which significantly accelerates the printing process by jetting binder and powder in a single pass, resulting in print speeds up to 100 times faster than traditional metal 3D printing methods. This enables manufacturers to produce parts more efficiently and cost-effectively, making binder jetting a viable alternative to traditional manufacturing methods for a variety of applications.
In addition to the Production System™, Desktop Metal offers the Shop System™, a more compact binder jetting solution tailored to machine shops and small-scale manufacturers. The company also provides a range of metal powders and post-processing equipment to support their customers throughout the entire production process.
Digital Metal, a subsidiary of Höganäs AB, specializes in the development and commercialization of binder jetting technology for metal components. The company focuses on high-precision metal 3D printing, offering a range of metal powders and printers designed to produce intricate parts with tight tolerances.
The Digital Metal DM P2500 printer, the company’s flagship product, is known for its exceptional accuracy and surface finish. Capable of producing parts with intricate geometries and fine features, the DM P2500 is well-suited for applications in industries such as aerospace, automotive, medical, and luxury goods. Digital Metal’s binder jetting technology is particularly valuable for producing small, complex components that would be challenging to manufacture using traditional methods.
To support their binder jetting systems, Digital Metal provides a selection of metal powders, including stainless steel, superalloys, and tool steel. These materials enable customers to produce parts with a range of mechanical properties to suit their specific application requirements. Digital Metal also offers comprehensive customer support and post-processing solutions to ensure a smooth production experience.
Throughout this blog post, we have explored the significance of binder jetting additive manufacturing and how it has the potential to revolutionize various industries. With its ability to create complex parts using a wide range of materials, binder jetting is transforming traditional manufacturing and contributing to a more sustainable and circular economy. As the technology continues to advance, we can expect to see even more exciting applications and innovations in the years to come.
We invite you to share your thoughts on binder jetting and join the conversation about this exciting technology. What potential do you see for binder jetting in your industry? What challenges do you think need to be addressed for it to reach its full potential? Feel free to leave your comments below, and don’t forget to explore more content related to additive manufacturing and 3D printing on our blog.
In recent years, additive manufacturing (AM), commonly known as 3D printing, has been transforming the way products are designed, prototyped, and produced. The technology has come a long way since its humble beginnings in the 1980s when Charles Hull first introduced the stereolithography process. Today, additive manufacturing spans across various industries, from healthcare and automotive to aerospace and consumer goods, offering unique design possibilities, reduced waste, and faster product development cycles.
However, like many emerging technologies, additive manufacturing has experienced its fair share of ups and downs, especially as it has navigated through the hype cycle. The hype cycle, coined by Gartner, is a graphical representation of the maturity, adoption, and social application of specific technologies. It consists of five phases: the innovation trigger, peak of inflated expectations, trough of disillusionment, slope of enlightenment, and plateau of productivity. Currently, the additive manufacturing industry is thought to be in the trough of disillusionment, a phase characterized by waning interest, failed implementations, and negative press.
Understanding the current state of the additive manufacturing industry is crucial for businesses, investors, and enthusiasts alike, as it offers insights into the challenges and opportunities that lie ahead. In this blog post, we will delve into the factors that have contributed to the trough of disillusionment, explore the emerging trends and technologies that hold promise for the future of additive manufacturing, and discuss ways to overcome the current challenges and foster a more sustainable and productive industry. By staying informed and engaged, we can help additive manufacturing overcome the trough of disillusionment and reach its full potential, transforming the way we design, produce, and consume products in the process.
Understanding the Trough of Disillusionment
The trough of disillusionment is the third phase of the hype cycle, following the peak of inflated expectations. It represents a period where the initial excitement surrounding a technology begins to wane, and reality sets in as the technology fails to meet the overly optimistic expectations set by the hype. This phase is marked by negative press, skepticism, and even the failure of some companies that were unable to navigate the challenging environment. However, it is also during this time that the technology starts to mature, as organizations learn from past mistakes and work on refining the technology, processes, and applications.
The rapid advancements in additive manufacturing technology, coupled with media hype, led many people to believe that 3D printing would revolutionize every aspect of our lives overnight. This resulted in unrealistic expectations about the technology’s capabilities, applications, and its potential to disrupt traditional manufacturing. The overhyped expectations set the stage for disappointment, as the technology’s limitations and challenges became more apparent.
While additive manufacturing has made significant progress in recent years, there are still several technical challenges that need to be addressed before it can fully replace traditional manufacturing processes. Some of these limitations include the relatively slow printing speeds, limited range of materials, and issues with part quality and consistency. Additionally, there have been concerns surrounding the accuracy and repeatability of 3D printed parts, as well as the post-processing requirements that can add time and cost to the overall production process.
Another factor that has contributed to the trough of disillusionment is the challenge of scaling additive manufacturing to compete with conventional manufacturing methods in terms of cost, efficiency, and production volumes. While 3D printing has proven to be highly effective for producing prototypes and small-scale production runs, it is often not economically viable for mass production due to its relatively high costs and slower production speeds. Furthermore, the lack of standardized processes, software, and equipment has made it challenging for businesses to adopt and integrate additive manufacturing into their existing production workflows seamlessly.
In the next section, we will explore emerging trends and technologies that aim to overcome these challenges and push additive manufacturing into the next phase of the hype cycle, the slope of enlightenment.
Emerging Trends and Technologies in Additive Manufacturing
One of the most promising trends in additive manufacturing is the development of high-performance polymers, which offer enhanced mechanical properties, chemical resistance, and thermal stability compared to traditional plastics. These materials have the potential to expand the range of applications for 3D printing, particularly in industries such as aerospace, automotive, and medical devices, where high-performance materials are often required.
The introduction of metal and ceramic materials in additive manufacturing has opened up new possibilities for creating complex, high-strength parts that were previously impossible or extremely difficult to produce using traditional methods. As the technology continues to advance, we can expect to see even more innovative applications for metal and ceramic 3D printing, such as lightweight components for aerospace and automotive industries or custom, patient-specific implants for medical applications.
Multi-material printing is an emerging trend that allows for the simultaneous use of multiple materials within a single print job. This capability enables the production of parts with varying properties, such as combinations of rigid and flexible materials or even the incorporation of electrical circuits within the printed object. Multi-material printing has the potential to unlock new design possibilities and create parts with unprecedented functionality.
Voxel-based printing is a revolutionary approach to 3D printing that allows for precise control over the material properties at the voxel level (a voxel is a three-dimensional equivalent of a pixel). This technology enables designers to create parts with varying mechanical, thermal, or optical properties within a single object, paving the way for highly complex and functional parts.
Gartner Research’s Hype Cycle diagram
As additive manufacturing technology continues to evolve, we are seeing significant improvements in printing speeds. Faster printing speeds will not only reduce production times for prototypes and small-scale production runs but also make 3D printing more competitive with traditional manufacturing methods for mass production.
The integration of the Internet of Things (IoT) and data analytics in additive manufacturing enables real-time monitoring and optimization of the printing process. This can lead to improved efficiency, reduced waste, and enhanced part quality, ultimately making additive manufacturing more attractive for a wider range of applications.
Artificial Intelligence (AI) and machine learning algorithms can help optimize the additive manufacturing process by analyzing large amounts of data, identifying patterns, and making predictions to improve part quality, reduce printing times, and minimize material waste. AI-driven software can also help streamline the design process, making it easier for engineers and designers to create optimized, lightweight structures and complex geometries.
As additive manufacturing matures, it is increasingly being integrated into traditional production workflows. This trend, combined with advancements in materials and printing technologies, is helping to create hybrid manufacturing systems that leverage the strengths of both additive and traditional manufacturing methods. By integrating 3D printing into the production chain, manufacturers can benefit from increased flexibility, faster product development cycles, and reduced inventory costs.
Overcoming Challenges in Additive Manufacturing
One of the primary challenges in the additive manufacturing industry is the lack of skilled professionals who possess the necessary knowledge and expertise to work with these technologies. To bridge this skills gap, more education and training programs should be developed and made accessible to students, professionals, and engineers interested in 3D printing. These programs can cover topics such as design for additive manufacturing, materials science, and process optimization, ensuring a well-rounded understanding of the technology and its applications.
Building strong partnerships between educational institutions and industry players can help ensure that the curriculum remains relevant to the ever-evolving demands of the job market. These collaborations can take the form of joint research projects, internships, or even the development of specialized courses and training programs tailored to the needs of the industry.
Creating a culture of innovation within organizations is crucial for encouraging the adoption of additive manufacturing. This can involve promoting a mindset of experimentation, investing in research and development, and providing employees with the resources and opportunities to learn about and work with the technology. Companies that actively embrace additive manufacturing as a strategic part of their business are more likely to overcome the challenges and reap the benefits of this transformative technology.
Government support in the form of incentives, grants, and tax breaks can help drive the adoption of additive manufacturing by reducing the initial investment required for businesses to implement the technology. Additionally, the establishment of industry standards and regulations can help promote trust and confidence in the quality, safety, and performance of 3D printed products, further encouraging adoption.
Real-world Applications and Success Stories
Additive manufacturing has made a significant impact on the medical and dental fields by enabling the production of customized, patient-specific devices and implants. Examples include 3D printed prosthetics, surgical guides, and dental crowns, which can be tailored to the unique anatomy of each patient for improved fit and comfort. Additionally, researchers are making strides in the field of bioprinting, with the potential to create functional human tissues and organs for transplantation, drug testing, and disease modeling.
The automotive and aerospace industries have been early adopters of additive manufacturing technology, leveraging its benefits to create lightweight, complex, and high-performance components. For instance, companies like Airbus and GE Aviation have successfully integrated 3D printed parts into their aircraft, resulting in reduced weight, improved fuel efficiency, and lower carbon emissions. In the automotive sector, companies such as BMW and Ford are using additive manufacturing to produce prototypes, tooling, and end-use parts for their vehicles.
The consumer goods and electronics sectors have also benefited from the capabilities of additive manufacturing. Examples include the production of customized eyewear frames, smartphone cases, and even footwear, which can be tailored to individual preferences and needs. Additionally, electronics manufacturers are exploring the use of 3D printing to create compact, lightweight, and intricate components, such as circuit boards, sensors, and antennas.
Additive manufacturing is increasingly being used in the construction and architecture industries to create unique, customizable, and sustainable structures. 3D printed buildings have been constructed using a variety of materials, including concrete, polymers, and even recycled plastics. These structures offer the potential for reduced construction times, lower labor costs, and less material waste. Furthermore, 3D printing enables the creation of complex geometries and intricate designs that would be difficult or impossible to achieve using traditional construction methods.
Conclusion
As the additive manufacturing industry navigates the trough of disillusionment, it is essential to recognize that this phase is a natural part of the technology’s maturation process. The challenges faced today will serve as catalysts for innovation, paving the way for a more sustainable, productive, and widespread adoption of 3D printing in the future. By addressing the technological limitations, scaling challenges, and fostering a culture of innovation, additive manufacturing is poised to enter the next phase of the hype cycle, the slope of enlightenment, and ultimately, the plateau of productivity.
The advancements in materials, printing technologies, and integration with Industry 4.0 and smart manufacturing open up a myriad of opportunities and potential growth areas for additive manufacturing. These innovations will enable the technology to penetrate new markets, create novel applications, and drive further disruption in traditional manufacturing sectors. As the industry continues to evolve, it is crucial for businesses, investors, and enthusiasts to recognize the potential for growth and stay informed about the latest developments in the field.
To ensure that you are well-positioned to capitalize on the opportunities presented by additive manufacturing, we encourage you to stay informed and engaged in the 3D printing community. This includes following industry news, participating in forums and conferences, and collaborating with others who share your passion for this transformative technology. By staying connected and informed, you can help shape the future of additive manufacturing and play a part in unlocking its full potential.
If you’re interested in learning more about the latest trends, technologies, and success stories in additive manufacturing, be sure to subscribe to our blog and follow us on social media. Together, we can navigate the trough of disillusionment and drive the industry towards a more prosperous, innovative, and sustainable future.






















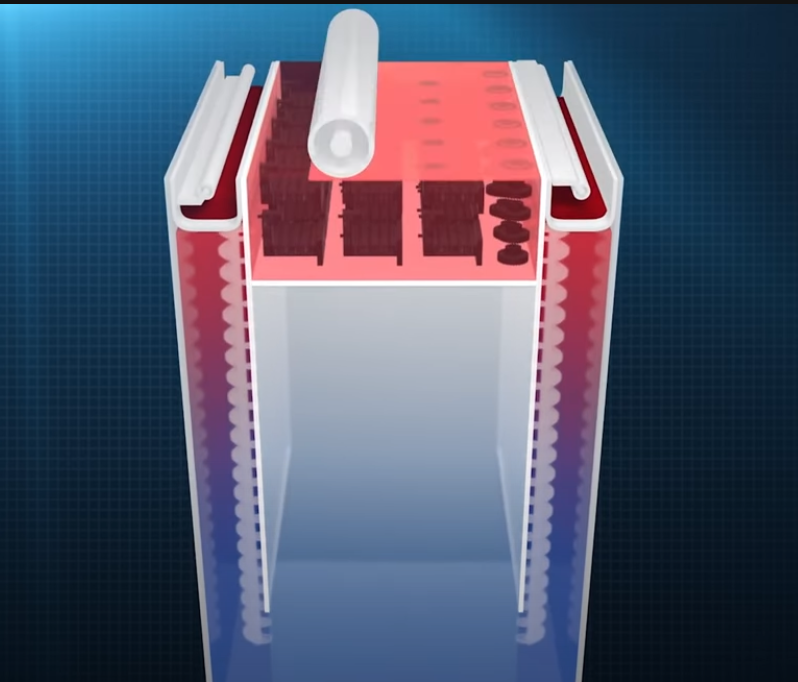























{kind=link}
{kind=link}
{kind=link}